





为了给您提供更的无缝钢管Gcr15轴承精密钢管加工定制产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:无缝钢管Gcr15轴承精密钢管加工定制的图文介绍
亚广金属有限公司经营理念:诚信为本,实力优先,全心全意为客户。公司重管理,讲效率,向规模经济要效益,为严格公司纪律明确责任,提高工作效率引进了当前先进的管理体系,完善了 北京通州精密钢管生产各项规章制度,企业要发展,人才是关键,公司谋求长远发展,建立并完善了人才资源库,努力做到让所有员工人尽其才,才尽其用,让其在本岗位上发挥特长,尽忠职守。




华尔网无缝钢管采用挤压成型生产加工,由于表层在表层留下残余压应力,华尔网无缝钢管有利于表面微裂纹的封闭型,防止沉积物的扩大。进而可以提高表层的耐腐蚀工作能力,减缓疲劳裂纹的形成或扩展,从而提高华尔网无缝钢管的疲劳极限。根据挤压成形,挤压成形表层产生冷作硬化底层,降低了接触表层的切割副的延展性和塑性变形,从而提高了华尔网无缝钢管内腔的耐磨性,防止烧伤割伤。挤压后,粗糙度值的降低可以改善配合特性。华尔网无缝钢管挤出成型生产加工是一种非切削加工。
华尔网无缝钢管产品工件表面,使产品工件表面的金属材料产生塑性变形和流动性,并填充初始残余低。在凹波谷中,可以降低产品工件的表面粗糙度。由于挤压的表层金属材料发生塑性变形,表层机制冷却结晶变窄,产生高密度纤维,产生内应力层,提高强度和抗压强度,表层 产品工件的改善。华尔网无缝钢管耐磨性、华尔网本地耐腐蚀性和互操作性。挤压是一种无需钻孔的塑性变形生产加工方法。



热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 华尔网无缝钢管的工艺流程: 卫生级镜面管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 工业管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——恒温存放——交货


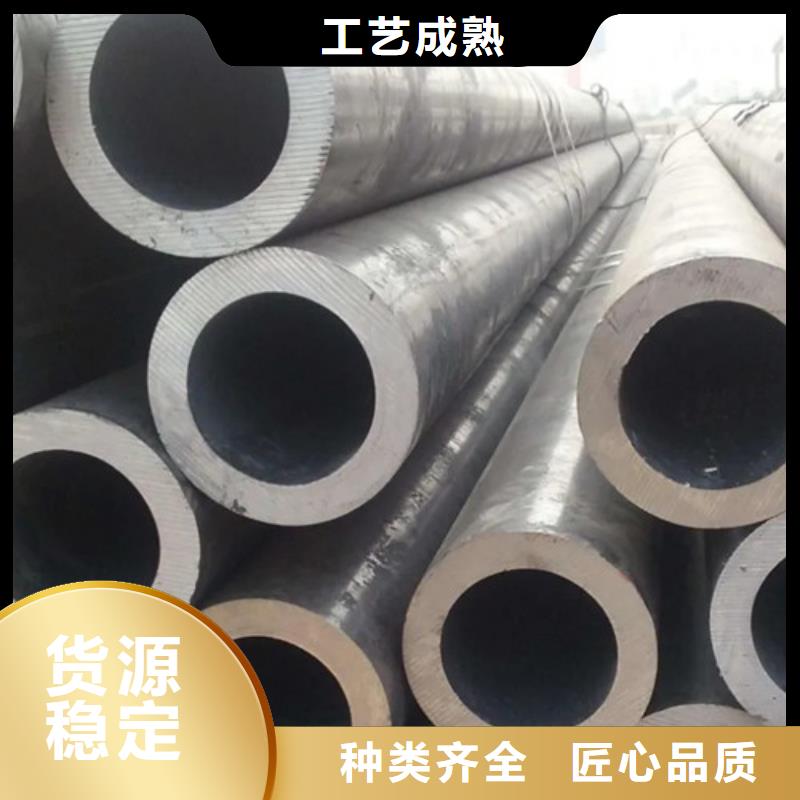
华尔网无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。圆管坯出炉后要经过压力穿孔机进行穿空。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。 市面上绝大多数华尔网无缝钢管是用来作为流体运输的材料,比如石油、天然气、水以及煤气的运输,都会用到这种类型的管道材料,性价比高是华尔网无缝钢管的 特点,也正是因为如此,这种管道材料的使用率才会有一定程度的,在市场中获得更高的认可。这种管道材料与传统的实心钢材相比较而言,优势是非常显著的,因为特殊的结构形态,让华尔网无缝钢管在工业领域中拥有更为重要的地位。



